表面粗さRa、Rz、Rsの違いを解説!
目次
機械部品の設計や製造において、表面粗さは非常に重要な要素です。表面粗さは、部品の性能、耐久性、外観などに大きな影響を与えます。
なぜなら、表面の微細な凹凸は、摩擦や摩耗、潤滑、密着性などに影響を与えるからです。例えば、表面が粗いと、摩擦抵抗が大きくなり、摩耗しやすくなります。また、潤滑油がうまく保持されず、焼き付きやカジリが発生しやすくなることもあります。さらに、表面が粗いと、光が乱反射し、外観が悪くなることもあります。
表面粗さを表す指標はいくつかありますが、今回は代表的な Ra、Rz、Rs について解説していきます。
1. Ra(算術平均粗さ)
Raは、最も一般的に使用される表面粗さの指標です。粗さ曲線から基準長さ部分を抜き取り、その平均線からの偏差の絶対値を平均したものです。
Raの特徴
- 表面の全体的な粗さを表す。
- 比較的滑らかな表面に適している。
- 微細な凹凸の影響を受けやすい。
単位
- μm(マイクロメートル)またはμin(マイクロインチ)
2. Rz(十点平均粗さ)
Rzは、粗さ曲線から基準長さ部分を抜き取り、最も高い山頂から5番目までの山頂の標高と、最も低い谷底から5番目までの谷底の標高の差の平均値です。
Rzの特徴
- 表面の凹凸の大きさを表す。
- Raよりも大きな凹凸を捉えやすい。
- 異常な突起やキズの影響を受けにくい。
単位
- μm(マイクロメートル)またはμin(マイクロインチ)
3. Rs(最大高さ粗さ)
Rsは、粗さ曲線から基準長さ部分を抜き取り、最も高い山頂と最も低い谷底の標高差です。
Rsの特徴
- 表面における最大凹凸の高さを表す。
- 一番大きな凹凸を評価したい場合に適している。
- 突起やキズの影響を大きく受ける。
単位
- μm(マイクロメートル)またはμin(マイクロインチ)
表面粗さ指標の使い分け
Ra、Rz、Rsはそれぞれ異なる特徴を持つため、評価したい表面の状態に合わせて適切な指標を選ぶ必要があります。
- 全体的な粗さを評価したい場合:Ra
- 大きな凹凸を評価したい場合:Rz
- 最大凹凸の高さを評価したい場合:Rs
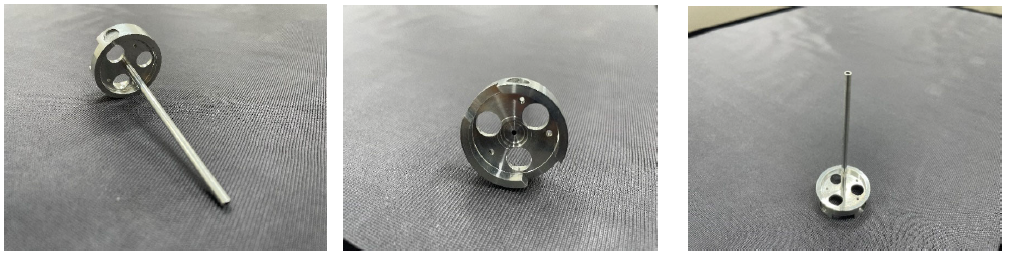
表面粗さRa0.1以下の加工事例
ハイタックの精密小径深穴加工機は、Ra0.1以下の高い表面粗さ精度を実現する加工事例を多く有しています。いくつか例を見ていきましょう。
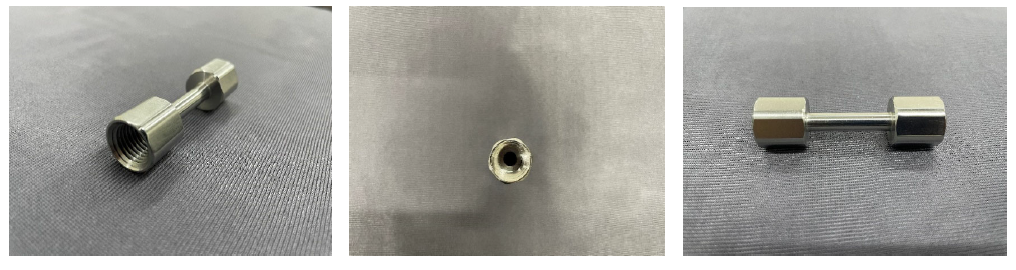
自動車関連部品
- 材質: SUH35
- 加工長さ: 100mm
- 内径: 3.5mm
- 面粗度(Ra): 入口 0.056μm
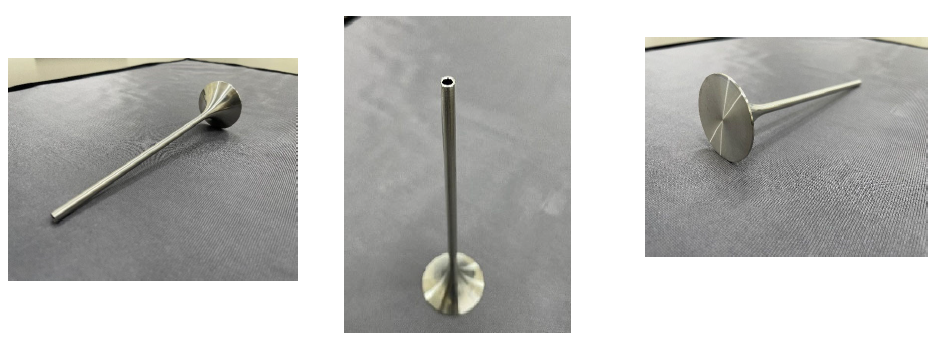
航空宇宙関連部品
- 材質: Hastelloyc-276
- 加工長さ: 100mm
- 内径: 5.6mm
- 面粗度(Ra): 入口 1.092μm、出口 1.955μm
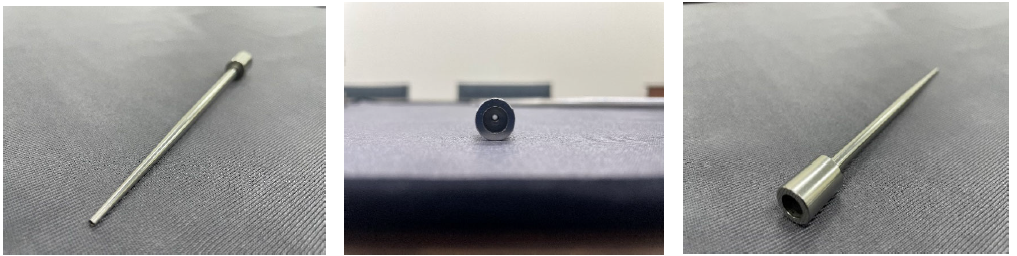
医療関連部品
- 材質: SUS420
- 加工長さ: 125mm
- 内径: 1.6mm
- 面粗度(Ra): 入口 0.24μm
産業機械部品関連
- 材質: タングステン
- 加工長さ: 40mm
- 内径: 1.0mm
- 面粗度(Ra): 入口 0.064μm、出口 0.064μm

分析装置部品関連
- 材質: A7075
- 加工長さ: 50mm
- 内径: 1.5mm
- 面粗度(Ra): 入口 0.048μm、出口 0.061μm
これらの実績から、ハイタックの精密小径深穴加工機は、高い加工精度が求められる部品加工において、優れた性能を発揮することがわかります。
表面粗さの測定方法
表面粗さの測定には、主に触針式表面粗さ計が用いられます。触針式表面粗さ計は、ダイヤモンド製の触針を測定面に接触させ、触針が上下に動くことで表面の凹凸を検出し、電気信号に変換して数値化します。
触針式表面粗さ計以外にも、光学式表面粗さ計や走査型プローブ顕微鏡など、様々な測定方法があります。
まとめ
表面粗さを表す指標には、Ra、Rz、Rsなどがあり、それぞれ特徴が異なります。設計や製造の際には、用途に合わせて適切な指標を選択することが重要です。
ハイタックの精密小径深穴加工機は、高い加工精度を実現しており、様々な分野で活用されています。
最新の投稿
- SUS深穴加工と医療応用
 SUS材の深穴加工技術と医療用途への応用 ~株式会社ハイタックが支える高精度加工の現場~ 医療機器、… Read More »SUS深穴加工と医療応用
SUS材の深穴加工技術と医療用途への応用 ~株式会社ハイタックが支える高精度加工の現場~ 医療機器、… Read More »SUS深穴加工と医療応用 - 深穴加工最前線
 深穴加工の最前線~ガンドリル加工で実現する高精度・高効率の深穴処理と他技術との比較~ はじめに 深穴… Read More »深穴加工最前線
深穴加工の最前線~ガンドリル加工で実現する高精度・高効率の深穴処理と他技術との比較~ はじめに 深穴… Read More »深穴加工最前線 - SUS304 ステンレス鋼
 ステンレス鋼は、耐食性(さびにくさ)を大きな特長とする特殊鋼の一種です。その中でも代表的なグレードの… Read More »SUS304 ステンレス鋼
ステンレス鋼は、耐食性(さびにくさ)を大きな特長とする特殊鋼の一種です。その中でも代表的なグレードの… Read More »SUS304 ステンレス鋼 - 表面粗さRaとは?Rz・Rsとの違いや測定方法を解説
 表面粗さRa、Rz、Rsの違いを解説! 機械部品の設計や製造において、表面粗さは非常に重要な要素です… Read More »表面粗さRaとは?Rz・Rsとの違いや測定方法を解説
表面粗さRa、Rz、Rsの違いを解説! 機械部品の設計や製造において、表面粗さは非常に重要な要素です… Read More »表面粗さRaとは?Rz・Rsとの違いや測定方法を解説 - 共振のメカニズム
 機械の共振:そのメカニズムと影響、そして対策 はじめに 私たちの身の回りには、様々な機械が存在します… Read More »共振のメカニズム
機械の共振:そのメカニズムと影響、そして対策 はじめに 私たちの身の回りには、様々な機械が存在します… Read More »共振のメカニズム